 中文
中文 英文
英文

无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 江苏诺森特电子科技有限公司- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
 微信公众号
微信公众号
电机引出线怎么焊接?使用什么工艺可以不去漆直接焊?江苏诺森特电机引出线与铜端子热熔焊接工艺。
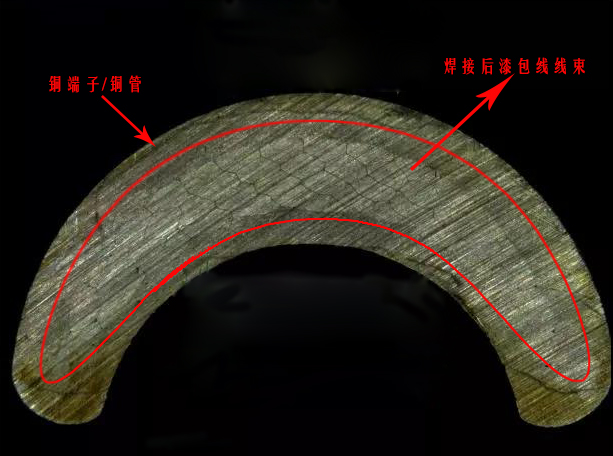
热熔焊接工艺是首先对漆皮进行气化(省去刮漆皮工序),通过相邻金属表面熔接,形成金属层之间的熔合,将相邻金属几乎熔接为一个整体,相比端子压接后相邻铜线仍为独立金属个体而言,热熔接部位的密实度更好,几乎不会出现空洞(如图示)。导电性好,电阻系数极低或近乎零,有效提高了电机的使用耐久性,不易发热,无质量隐患。
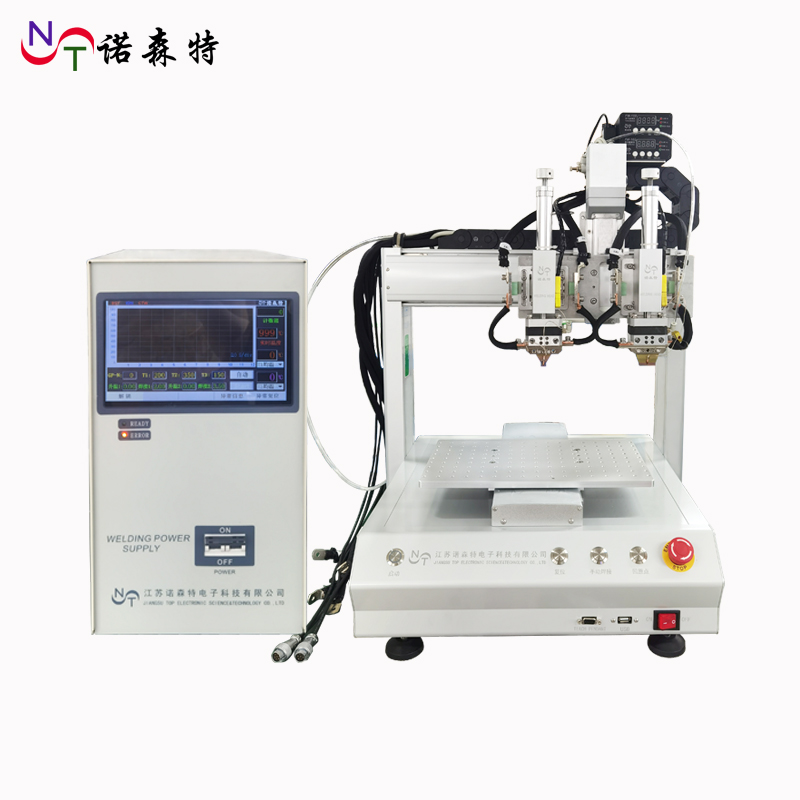
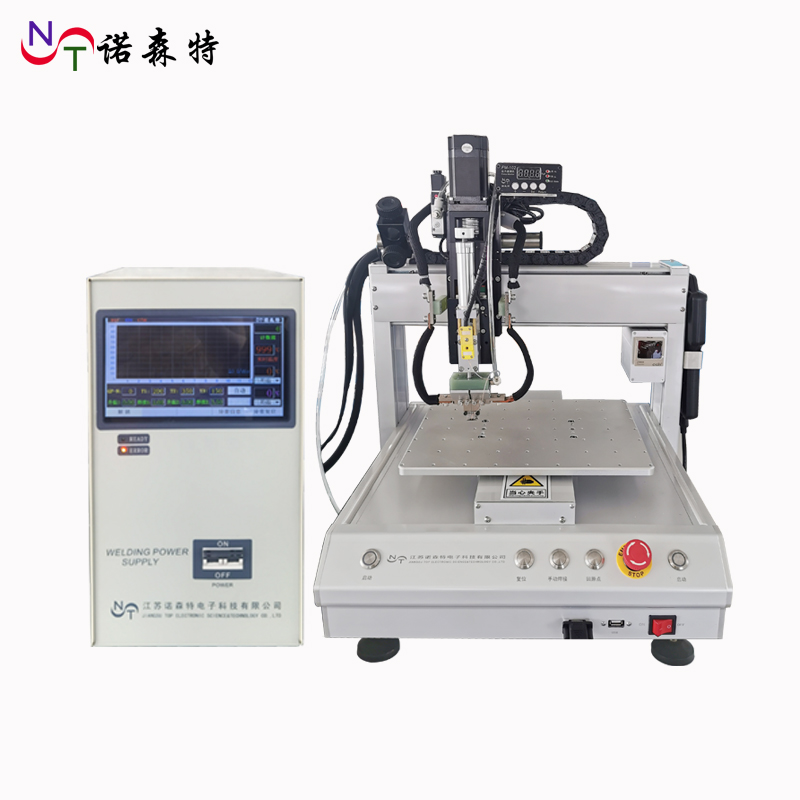
TOP系列电机引出线热熔焊机工作原理和步骤
电机定子铜鼻子熔接是把电极产生的电阻热传到端子上,利用电阻热能保证剥离导线的镀层,然后依靠电流产生热量熔合金属线的同时靠端子的夹力来确保结合强度的热压工艺手段。作为焊接支持,TOP系列漆包线热熔焊接机需要用到铜端子或铜管。
热熔接过程包括两项需要同时发生的操作:
1、经过电极之间的电流加热铜端子或铜管并导致漆包线漆皮气化,
2、电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
具体步骤:
1、电流加热,将引出线(漆包线)的漆皮气化裸露出金属部分;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。使铜线热熔在一起,铜线和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大耐用,并且几乎“零电阻”的连接。
Top系列电机引出线热熔焊机优势
1、不用事先去漆皮,不用焊锡,不用焊条,效率高,成本低,环保。
2、每根漆包线100%导通,三相线电阻值差值小,一般在0.5%以内;
2、铜线清晰可见,横切面几乎无缝隙;压痕小,变形量小,并且压痕变形量比较一致。
3、焊接牢固,漆包线不能拉出,只能拉断,且承受拉力一致性高;
4、铜端子或铜管变形量一致,焊接完后铜端子厚度不平衡度在0.1mm内;
5、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
6、生产效率快,一次只需几秒至二十秒就可以完成;
电机引出线热熔焊机适合定子范围:
1、电机定子外径20--1000mm
2、铜管(线鼻子):整个截面直至90mm2(95平方铜管,铜管外径17.5)
3、单根漆包线线径:0.8-2.0mm
4、引出线长度:大于30mm,建议大于40mm。
应用行业:
新能源汽车电机焊接,电梯电机焊接,风扇电机焊接,空调电机焊接,其他家用电器电机焊接。
样品剖析

样品分析:样品均是多股漆包线焊接铜鼻子,使用我司电机引出线热熔焊机,与铜鼻子接触面漆包线表面的漆均已气化,裸露出内部金属线。线与线之间紧密接触无空洞,形成良好的导电率通道。漆包线与铜鼻子焊接强度都能达到要求。
焊接实例



质量保证-售后服务
1、优秀售后服务,公司总部在无锡,辐射长三角,服务全国。能够及时、快速反应客户所反馈的问题
2、我司售出所有产品必须在检测试合格后方可发货;并由我司负责把产品安全地运抵目的地。
3、售出后,我司会配备专业设备培训技术人员,对设备管理、维护免费提供必要技术培训,包括:设备参数设置,设备调试;设备使用中的注意事项;设备维护的基本要求。
4、所有出厂设备自交付起免费保修壹拾貳个月(人为损坏及不正当使用造成损坏我司会适当收取材料成本费)。终身维护。
江苏诺森特 一家专业从事高精密焊接设备研发、设计、生产和销售于一体的高科技企业,自2005年成立以来,生产基地先后迁址深圳、苏州,后定址无锡。本着“挑战国外,与时俱进”的研发设计理念,联合高校,倡学军民融合方针,发挥资源优势。公司拥有多名焊接专家,焊接设备稳定可靠,焊接工艺娴熟。可针对市场需求和客户要求,快捷制作技术方案,快捷研发,为客户定制更适合的设备。
产品包括:逆变焊接电源,晶体管电源 ,高精密电阻焊接设备,漆包线自动焊接机,电机引出线热熔接机,脉冲热压焊接设备,自动化专机及配件。核心硬件均采用国际知名品牌。目前广泛应用领域:汽车,消费电子,医疗电子,电子器件及传感器、电光源、航空航天电子及科研机构和军工领域。
无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 江苏诺森特电子科技有限公司- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
微信公众号
王工
蔡工