本篇介绍高速通信线焊接工艺要求、设备选型、工艺注意事项。针对射频同轴线焊接、高速差分线束焊接、极细同轴线焊接(MIPI/USB4/5G射频线),主流专业焊接设备分为四大类:脉冲热压焊机、激光微焊机、超声波金属焊机、高频感应钎焊机,分别适配不同线束场景,核心目标:阻抗稳定、无高温损伤介质、焊点一致性高、量产可控。
一、四类专业焊接设备适用场景、工艺硬性要求
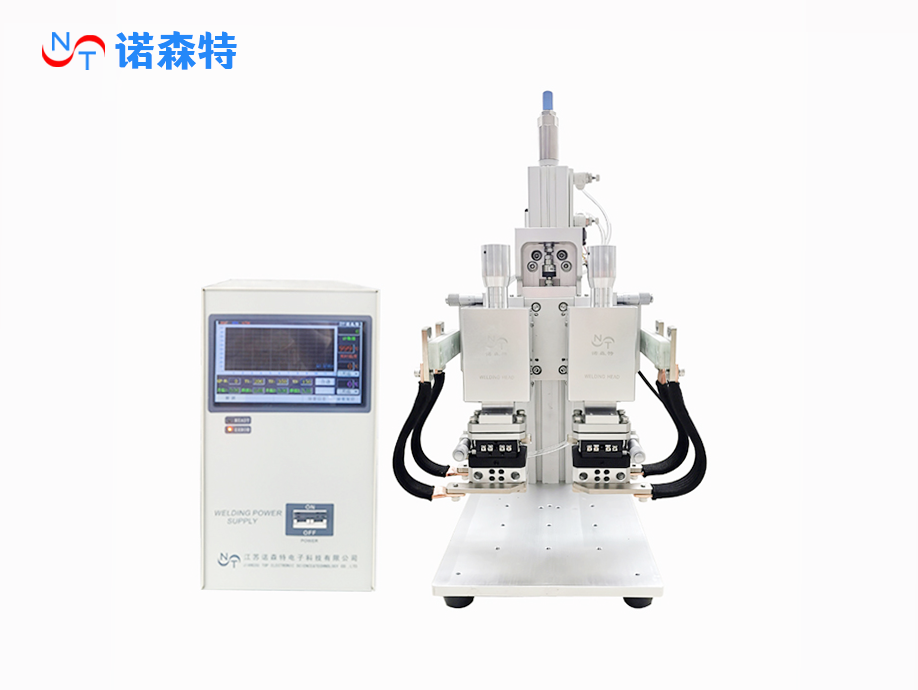
1、 脉冲热压焊机(最常用:极细同轴、LVDS、MIPI、高速差分线束)
适用对象:
0.03–0.12mm极细同轴、多芯差分排线、IPEX连接器线束、手机/平板高速通信线束
工艺要求:
1. 热压头材质:钨钼合金/钛合金窄头(0.15–0.8mm),平面平行度≤0.005mm;
2. 温控曲线(两段式升温,避免介质融化)
预热段:120–180℃,0.2–0.5s,活化助焊剂;
焊接段:260–310℃,保压0.3–1.2s;
冷却段:同步风冷快速降温至100℃以下;
3. 压力控制:精密气缸/伺服压力,0.1–0.5MPa,压力均匀不压伤线缆介质;
4. 焊材配套:预镀锡焊盘/预上锡芯线,采用固态松香助焊膜,免液态助焊剂残留;
5. 工装:定制定位治具,保证差分对线长差≤0.05mm,同轴居中不偏移。
核心优势:
局部定点加热、热影响区极小,PTFE/PE介质不会变形,高速线阻抗波动<±1Ω。
2、激光微焊接机(激光钎焊,高端射频、精密高速线束)
适用对象:
5G射频细同轴、高速高频线缆、极小间距连接器、对热极敏感介质线缆
工艺要求:
1. 激光类型:光纤红外激光(光斑0.02–0.1mm),非接触式加热;
2. 功率分段控制:低功率预热→峰值熔锡→功率缓降,单点焊接时长0.1–0.8s;
3. 定位系统:视觉CCD实时对位,自动纠偏,同轴内导体同心度误差<0.03mm;
4. 保护气体:微量氮气吹扫焊点,防止导体高温氧化,提升浸润性;
5. 严禁激光直射线缆绝缘介质,光路自动避让绝缘层。
3、超声波金属焊机(纯金属固相焊接,无焊锡、无高温,高频屏蔽层最优)
适用对象:
线缆编织屏蔽层接地、铝箔屏蔽、多股铜丝汇流、大截面通信电缆屏蔽带焊接
工艺要求:
1. 焊头:钛合金超声焊头,按线缆截面积匹配振幅(20kHz标准);
2. 焊接参数:超声时间0.2–1.0s,保压0.3–0.8MPa,能量闭环控制;
3. 焊接机理:金属分子结合,不产生高温、无焊锡、无寄生电容,对高速信号阻抗几乎无影响;
4. 工艺限制:仅适用于铜/铝金属导体、屏蔽编织层,不能焊接带绝缘介质的信号芯线。
4、 高频感应钎焊机(大功率射频同轴、基站粗通信线缆)
适用对象:
50Ω大功率射频同轴、基站馈线、工业高速通信粗线缆、大尺寸连接器壳体焊接
工艺要求:
1. 感应线圈定制,贴合连接器外壳/屏蔽环,局部涡流加热;
2. 温控闭环:红外测温实时反馈,焊区温度270–330℃,加热时长≤1.5s;
3. 配套预成型焊环(含银焊环),焊量统一,杜绝堆锡;
4. 水冷线圈持续降温,防止热量传导至线缆内部介质层。
二、通用专业设备焊接统一工艺要求(所有设备通用)
1. 来料预处理工艺(设备焊接前置标准)
1. 剥线:全自动激光剥线机,机械剥线禁止,杜绝划伤内导体、介质;剥线尺寸公差±0.03mm;
2. 清洁:等离子清洗机去除芯线表面油污、氧化层,无需酒精手工擦拭;
3. 预上锡(钎焊类设备):全自动浸锡机统一预镀薄锡,锡层厚度5–15μm,均匀无积锡;
4. 定位:全线束采用伺服定位工装,差分对线长度误差≤0.05mm,保证差分阻抗匹配、时延差达标。
2. 电气&高频硬性指标
1. 阻抗:50Ω/90Ω/100Ω高速线焊点处TDR阻抗波动≤±1.5Ω;
2. 焊点寄生:脉冲/激光焊焊点体积远小于烙铁焊,降低寄生电容,回波损耗S11≥20dB;
3. 导通与绝缘:信号芯接触电阻<10mΩ,屏蔽接地电阻<50mΩ,线间绝缘>500MΩ;
4. 屏蔽完整性:超声焊/感应焊实现360°连续接地,无断点,EMI抑制远优于手工烙铁。
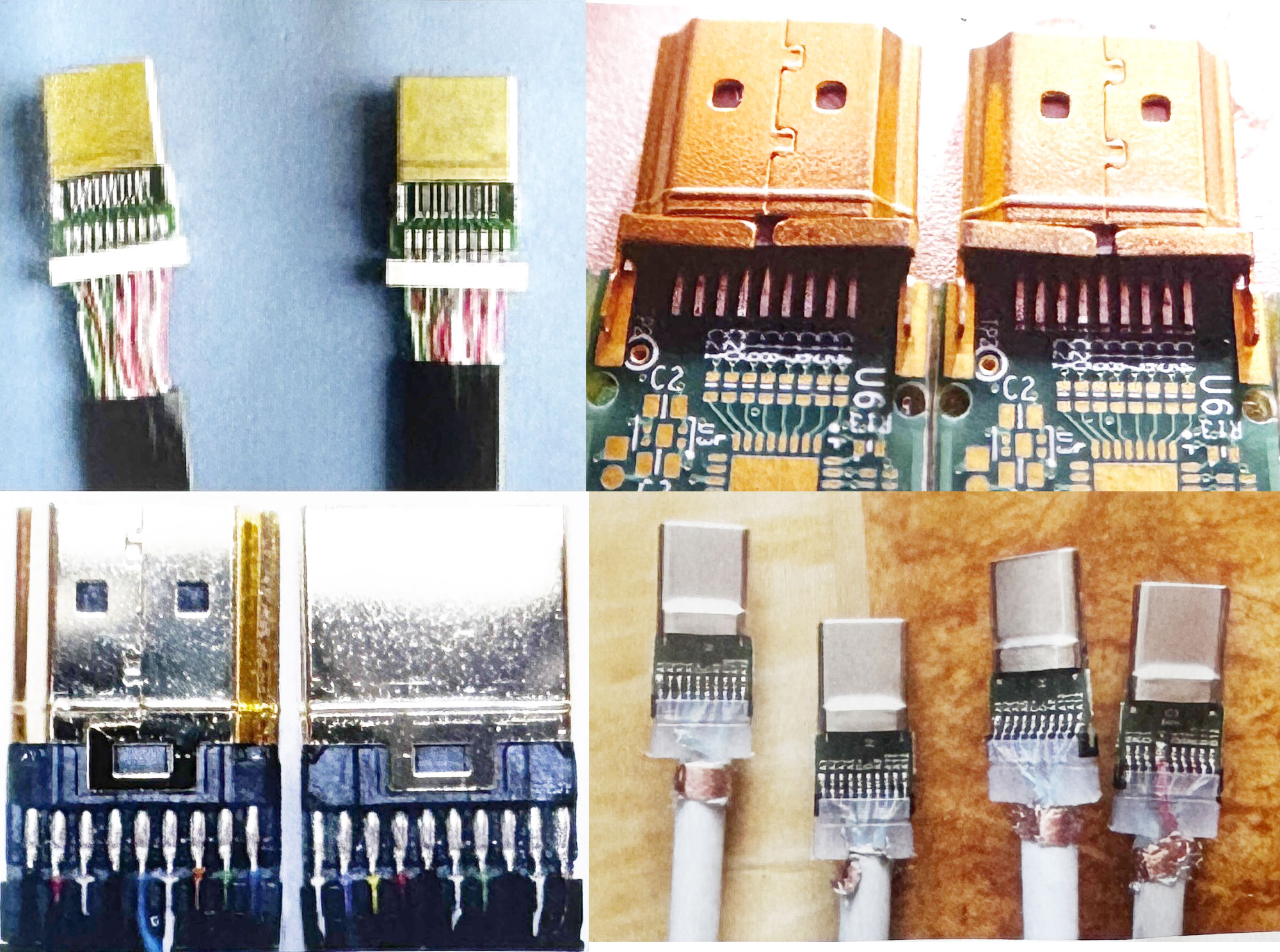
3. 焊点外观验收标准(自动化视觉检测)
1. 钎焊类(脉冲/激光/感应):焊锡完整浸润、光亮无气孔,无锡尖、无溢锡桥连相邻引脚;
2. 超声固相焊:金属结合面无分层、无断丝,剥离强度达标;
3. 介质状态:绝缘介质无熔化、收缩、焦化、变色,无热损伤变形。
三、专业设备焊接关键注意事项(无烙铁,设备专属管控点)
(一)热管控核心(高速通信线第一风险:介质受热变形)
1. 所有带锡钎焊设备必须升温+冷却闭环曲线控制,禁止长时间持续加热;热压/激光单点总加热时长不超1.2s;
2. 脉冲热压头、激光光斑、感应线圈严格限定加热区域,热影响区控制在0.5mm以内,不触碰线缆绝缘;
3. 超声焊无高温,是多层屏蔽层焊接首选,大批量高速线束屏蔽接地优先选用,彻底规避热阻抗偏移问题。
(二)设备精度与一致性管控
1. 必须搭载CCD视觉自动检测系统:焊接前对位、焊接后焊点外观全检,自动剔除偏位、缺锡、虚焊产品;
2. 设备参数闭环锁定(温度/功率/压力/时间),权限管控,禁止操作工随意修改参数,保证每根线束焊点一致;
3. 热压头、激光光路、超声焊头定期校准磨损,磨损超标立即更换,避免焊点浸润不良。
(三)差分/同轴高速信号专属管控
1. 脉冲热压焊多通道差分线束:左右热压头温度、压力完全对称,两根差分芯线同步焊接,避免单边受热长度不一致;
2. 激光焊接同轴内导体:视觉保证内导体居中,偏心会造成局部阻抗突变,高速信号产生反射误码;
3. 所有设备焊后禁止大面积堆锡,预成型焊环/预镀锡层精准控制焊锡总量,减小寄生参数。
(四)屏蔽层焊接专项注意事项
1. 多层屏蔽(铝箔+编织网):先用超声波焊机将铝箔与编织网熔合一体,再用感应/脉冲焊统一接地,屏蔽无分层断点;
2. 禁止仅局部点焊屏蔽,专业设备需实现整圈连续焊接,保证高频回流路径完整,降低串扰与辐射;
3. 基站大功率通信线缆屏蔽环使用高频感应钎焊,360°均匀加热,接地阻抗均匀。
(五)焊后自动化处理与检测
1. 焊后自动氮气清洗/超声波清洗设备,彻底清除助焊剂残留,无人工擦拭;
2. 全检设备配套:TDR阻抗测试仪、网络分析仪、导通绝缘测试仪、拉力试验机;
3. 冷却工装:焊接完成后线束进入风冷治具,完全冷却再流转下工序,避免高温状态拉扯产生焊点内应力裂纹。
(六)设备选型避坑要点
1. MIPI、极细高速差分排线:优先脉冲热压焊机,激光易熔断超细内导体;
2. 5G射频精密细同轴:光纤激光钎焊机,热影响最小,阻抗稳定性最优;
3. 线束编织屏蔽接地、多股铜丝汇流:超声波金属焊机,无焊锡、无高温、不影响信号完整性;
4. 基站大尺寸射频馈线、金属连接器:高频感应钎焊机,适合大接触面批量焊接。
四、设备焊接常见不良及设备端解决方案
1. 阻抗超标、眼图不良:热压加热时间过长/激光功率过高,介质变形 → 优化温控曲线,缩短加热时长;
2. 虚焊、浸润不良:焊头磨损、激光光斑偏移、等离子清洗失效 → 定期校准设备、更换耗材;
3. 差分对内时延差超标:定位治具偏移、两根芯线受热不对称 → 伺服定位工装校准,同步双热压头;
4. 屏蔽接地不良、EMI超标:屏蔽层分段点焊、铝箔编织分层 → 改用超声焊一体化熔合屏蔽;
5. 芯线熔断(极细线):激光功率过大、热压压力过高 → 下调峰值功率、降低焊接压力。



Copyright 2014-2027
江苏诺森特电子科技有限公司
![]() 苏公安备案号:32020602002139号
苏公安备案号:32020602002139号
![]() 苏ICP备14054729号-1
苏ICP备14054729号-1

属具备设计、研发及生产资质的智能制造型科技企业。
服务热线