在消费电子、智能穿戴、显示设备等轻量化产品中,FPC软排线凭借轻薄柔韧、可自由弯曲折叠的特性,成为连接柔性组件与核心PCB主板的核心部件。FPC软排线和PCB的焊接质量直接决定了产品的电气稳定性与使用寿命,哪怕只是一个微小的虚焊,都可能导致屏幕花屏、按键失灵等致命问题。今天我们就详细聊聊FPC软排线与PCB焊接的完整工艺、关键注意事项,以及常见问题的解决方法。
一、FPC与PCB焊接前的准备工作
做好前期准备是保障焊接良率的基础,很多新手焊接失败都源于准备不充分:
1.工具与材料准备
批量生产工艺(热压/激光焊):专用热压焊机/光纤激光焊接机、光学对位系统、ACF异方性导电胶膜(或锡膏)、等离子清洁设备、载具夹具。
2.焊盘预处理
拿到FPC排线和PCB后,首先检查焊盘:
用无尘布蘸取无水酒精擦拭FPC金手指和PCB焊盘,去除表面油污、氧化层,如果氧化较严重,可以用细砂纸轻轻打磨后再清洁;
如果FPC焊接端为裸铜无镀层,需要提前均匀涂抹少量助焊剂,提升焊锡浸润性,避免虚焊;
提前确认焊盘规格:FPC金手指的间距、尺寸必须和PCB焊盘匹配,尺寸偏差会直接导致对位不准、短路或虚焊。
二、主流FPC与PCB焊接工艺详解
目前行业内主流的焊接方式分为四种,适用场景各不相同:
1.手工电烙铁焊接(适合小批量打样、维修场景)
手工焊接成本低,不需要专用设备,是原型开发、售后维修最常用的方式,操作步骤如下:
对位固定:将FPC软排线的金手指和PCB焊盘精准对齐,确保每个引脚一一对应,用镊子固定后,用高温胶带粘贴FPC边缘做好固定,防止焊接过程中移位;
预上锡:先在PCB焊盘上均匀镀上一层薄薄的锡膜,同时在FPC金手指上涂抹少量助焊剂;
正式焊接:将电烙铁温度调至300-350℃,先点焊FPC四角的焊盘做初步固定,再依次点焊每个引脚,单个焊点焊接时间控制在1-2秒内,最长不超过4秒;针对密间距焊盘,可以采用拖焊法:涂抹足量助焊剂后,用烙铁头拖动熔化的焊锡覆盖所有焊盘,再用吸锡带吸走多余焊锡;
检查清洁:用放大镜检查每个焊点,确认无虚焊、桥接短路后,用酒精擦拭干净残留助焊剂。
手工焊接的劣势很明显,依赖操作人员经验,容易出现虚焊、短路等问题,不适合0.5mm间距以下的高密度排线焊接。
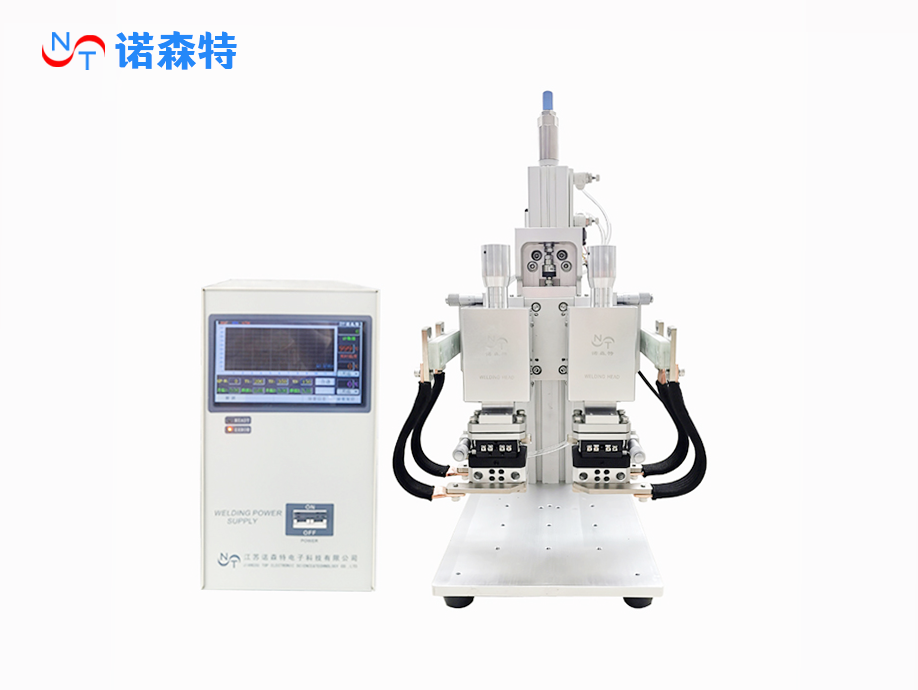
2.HotBar热压焊接(适合批量生产、中等密度排线)
HotBar热压焊接是目前中小间距FPC焊接批量生产最主流的工艺,利用脉冲电流加热热压头,通过恒定温度和压力使焊料熔化连接,核心参数如下:
温度控制:260℃-300℃,温控精度要求±2℃以内;
压力参数:0.3-0.8MPa,根据排线厚度调整;
焊接时间:3-8秒,根据焊料类型调整。
完整工艺步骤:等离子清洁焊盘→PCB焊盘印刷锡膏/贴ACF胶→光学对位精准对齐FPC与PCB→夹具固定→热压头压合焊接→冷却固化→检测。 HotBar热压焊接良率稳定,适合间距≥0.3mm的FPC排线批量生产,广泛应用在手机屏幕、液晶模组等产品中。
3.激光焊接(适合高精度高密度场景)
激光焊接是近年来兴起的新型高精度焊接工艺,采用高能量激光束加热熔化焊料,属于非接触式焊接,热影响区小于0.2mm²,不会损伤FPC基材,适合0.3mm以下的极小间距排线焊接。 核心工艺要求:
焊点直径控制在0.2-0.8mm之间,焊点高度不超过0.4mm;
采用间歇式点焊,控制加锡量,单个焊点焊接时间不超过4秒;
需要CCD同轴定位保证对位精度,对位偏差要控制在±25μm以内。
激光焊接良率高、精度高,适合摄像头模组、微型扬声器、可穿戴设备等高精度小型电子产品。
4.ACF异方性导电胶连接(适合超高频密度连接)
ACF工艺不需要焊锡,通过在FPC与PCB之间贴附导电胶膜,热压后胶膜内的导电粒子实现纵向导通、横向绝缘,适合0.2mm以下的超密间距连接,优势是抗振动性能好,不占用额外空间,缺点是对位精度要求极高,偏差必须控制在±0.05mm以内,成本相对较高。
三、FPC软排线与PCB焊接的核心注意事项
FPC基材是聚酰亚胺,耐热性、机械强度都远低于刚性PCB,焊接过程中需要注意以下细节:
1.严格控制温度和加热时间
FPC基材耐热性差,温度超过350℃或者长时间加热,会导致基材起泡、变形甚至烧毁,温度过低又会导致焊锡熔化不充分,出现虚焊。手工焊接温度建议控制在300-350℃,单个焊点加热不超过4秒;热压焊接温度控制在250-300℃区间,根据焊料调整即可。
2.做好防静电保护
FPC排线和PCB上通常集成了大量精密敏感元器件,静电很容易击穿内部线路造成隐形损坏,操作时必须佩戴防静电手环,工作台要铺设防静电垫,避免静电损伤。
3.避免机械损伤
焊接完成后,不要过度弯折、拉拽FPC排线,FPC本身柔韧性好,但焊点位置属于应力集中点,过度受力会导致焊点断裂、线路脱落,最好在FPC焊接位置增加PI补强板提升机械强度。
4.设计阶段提前预留余量
焊接良率很多时候取决于前期设计:FPC焊盘尺寸要略大于PCB焊盘,预留对位误差空间;FPC走线尽量避免直角转折,预留一定的弯曲余量,防止应力集中导致线路断裂;连接位置一定要添加补强处理,提升结构稳定性。
四、常见焊接问题及解决方法

结语:
FPC软排线与PCB焊接是电子产品制造中非常关键的精细工艺,不同的生产场景需要选择合适的焊接工艺,从前期准备、工艺操作到焊后检测,每个环节都需要严格把控,才能保证焊接的可靠性与稳定性,最终提升产品的整体质量。如果您是小批量打样,手工焊接完全可以满足需求,如果是批量生产,优先选择热压焊或激光焊接工艺,能有效提升良率降低成本。



Copyright 2014-2027
江苏诺森特电子科技有限公司
![]() 苏公安备案号:32020602002139号
苏公安备案号:32020602002139号
![]() 苏ICP备14054729号-1
苏ICP备14054729号-1

属具备设计、研发及生产资质的智能制造型科技企业。
服务热线