 中文
中文 英文
英文

无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 江苏诺森特电子科技有限公司- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
 微信公众号
微信公众号

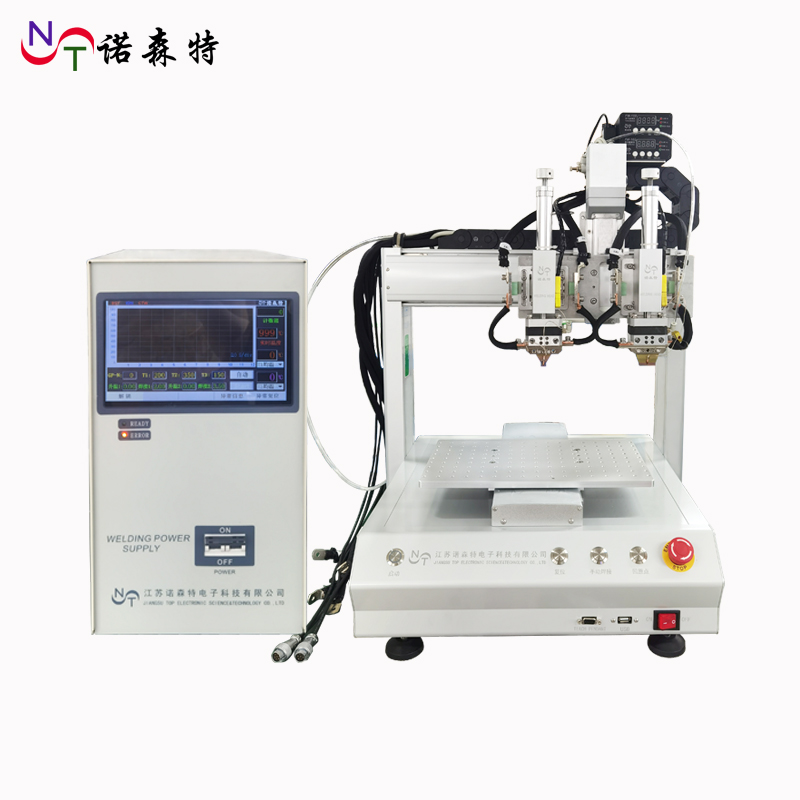
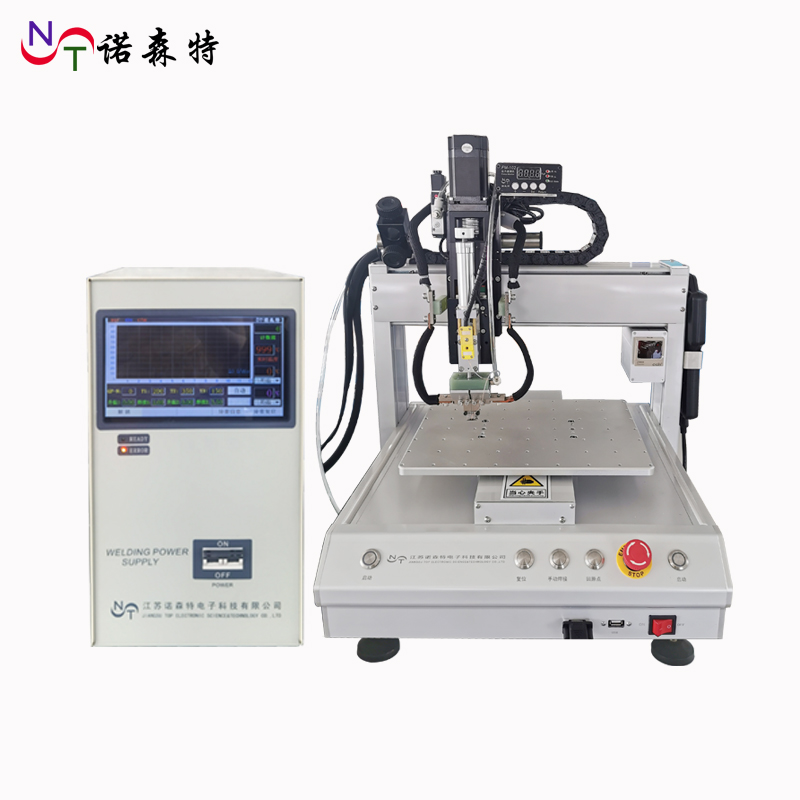
产品特点:热熔焊接工艺是首先对漆皮进行气化(省去刮漆皮工序),通过相邻金属表面熔接,形成金属分子层之间的熔合,几乎将相邻金属熔接为一个整体,相比端子压接后相邻铜线仍为独立金属个体而...
工件打样:工厂内备有多种功率的精密逆变点焊机(碰焊机)、热压焊机、自动化专机,并且有几百种适合不同产品的夹具、焊头(还可根据产品设计夹具、焊头),无论贵司有任何产品存在焊接难点问题,欢迎您来我司(或将工件寄到我司)焊接打样,我们工程师多年的“电阻焊研究”和对焊接工艺的深度理解,都有可能帮你找到合适的焊接解决方案。

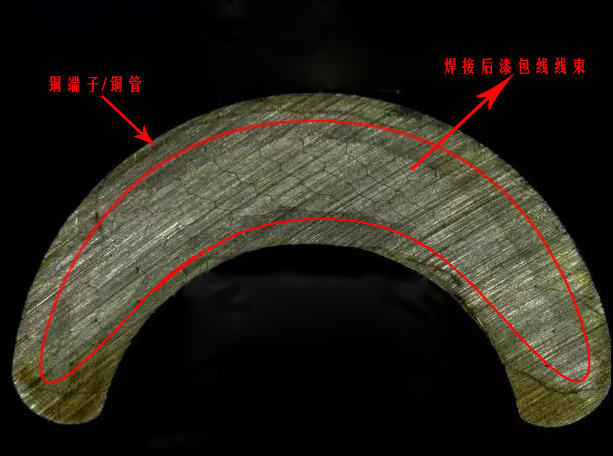
电机引线-端子热熔焊接工艺:
热熔焊接工艺是首先对漆皮进行气化(省去刮漆皮工序),通过相邻金属表面熔接,形成金属分子层之间的熔合,几乎将相邻金属熔接为一个整体,相比端子压接后相邻铜线仍为独立金属个体而言,热熔接部位的密实度更好,几乎不会出现空洞(如图示1)。导电性好,电阻系数极低或近乎零,有效提高了电机的使用耐久性,不易发热,无质量隐患。 

无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 江苏诺森特电子科技有限公司- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
微信公众号
王工
蔡工