激光锡膏焊接通常需要吹送保护气体。保护气体在该工艺中扮演着关键角色,主要作用包括隔绝空气、防止熔融锡料氧化、减少飞溅和气孔、优化焊缝成形,并提升激光能量利用率。
防止氧化:锡料在熔融状态下(如230℃以上)极易氧化,保护气体能形成局部洁净环境,避免氧化膜生成,确保焊点导电性和可靠性。
稳定焊接过程:高能激光易产生金属蒸汽或等离子云,干扰激光聚焦;保护气体可吹散这些物质,提高能量传递效率,减少焊点熔深差异。
改善焊点质量:气体流动能引导熔融锡料均匀铺展,减少飞溅和气孔,使焊点表面平滑、成型美观。
气体选择与参数需根据具体工艺调整:
气体种类:常用氮气(N₂),因其成本低且能有效隔绝氧气;对于高精度场景,高纯度氮气(如99.999%)效果更佳。
流量与方式:流量需匹配锡球尺寸(如0.15–0.3mm锡球常用3–5L/min),过大或过小均可能影响保护效果。吹气方式包括侧吹或同轴吹气,侧吹适用于直线焊缝,同轴吹气更适合封闭图形焊缝。
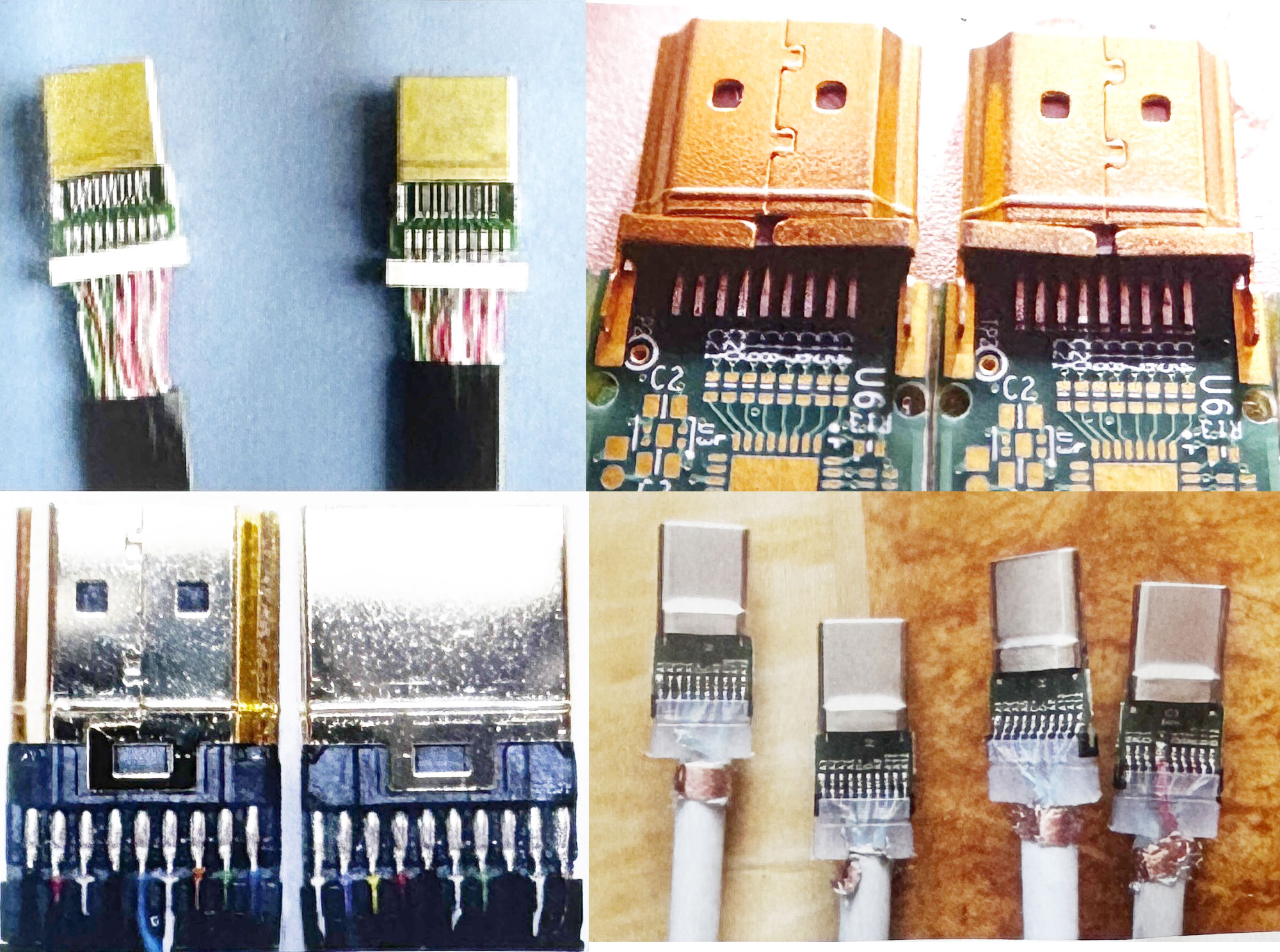
实际应用中,保护气体系统的优化能显著提升良品率和设备稳定性,尤其在微小焊点(如传感器引线)焊接中不可或缺。



Copyright 2014-2027
江苏诺森特电子科技有限公司
![]() 苏公安备案号:32020602002139号
苏公安备案号:32020602002139号
![]() 苏ICP备14054729号-1
苏ICP备14054729号-1

属具备设计、研发及生产资质的智能制造型科技企业。
服务热线