激光植球焊接机多用于电子制造、半导体封装等领域的精密焊接,其使用需历经前期准备、核心操作及后续收尾维护,不同型号设备细节可能有差异,但整体流程如下:
1. 前期准备
1. 设备与环境检查:先检查电源、气路和水路是否正常,激光器、送球系统等部件无损坏污染,同时确保锡球供应充足且规格匹配。工作环境要保持干净无尘、操作台平稳无振动,避免影响焊接精度,且设备周边不得有易燃易爆物品。
2. 安全与参数设定:操作人员必须佩戴激光防护眼镜。再依据工件焊盘材质、锡球直径等,设定激光功率、脉冲频率等参数,比如300μm锡球植球可能用到预加热30W持续0.5ms、焊接80W持续1.2ms的双脉冲模式;同时调整焦距,保证激光束精准聚焦在焊点。另外可开启氮气保护装置,将焊接区域氧含量控制在低水平以防止氧化。
2. 核心操作流程
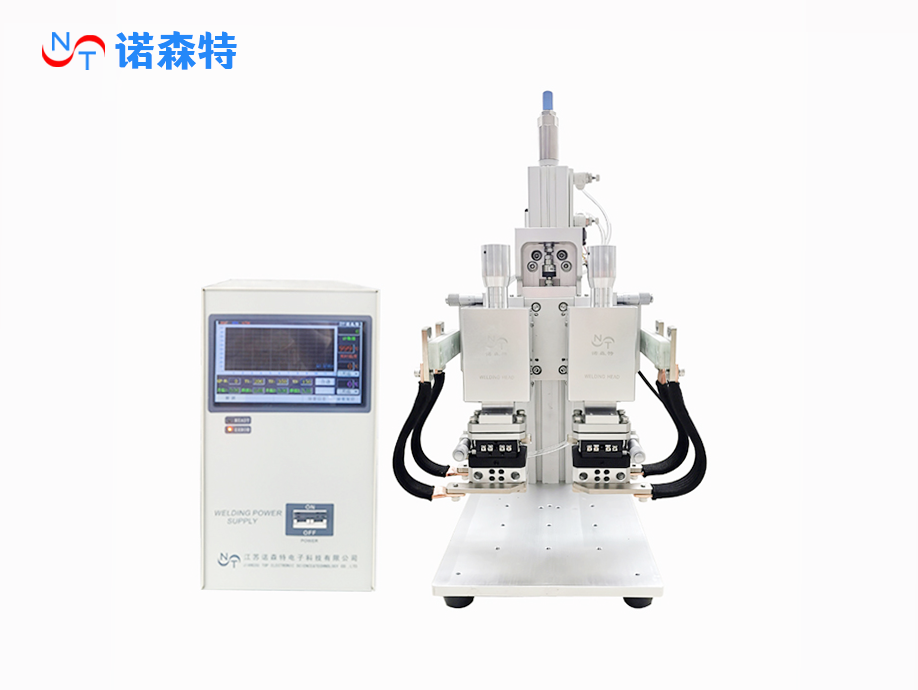
1. 开机校准:打开电源,等待设备完成自检。之后借助工业相机和亚像素级算法做视觉定位,建立坐标映射;再校准送球系统,像振动盘分拣锡球、真空吸嘴拾取后通过摄像头校准姿态,确保锡球输送和喷射精准。
2. 固定工件:把待焊工件用夹具或真空吸附装置固定在平台上,保证工件的焊点位置和激光束、送球路径对齐,避免焊接时工件位移。
3. 启动焊接:按下启动按钮后,设备会自动完成锡球供给、喷射与焊接。锡球经分拣校准后,在压缩气体和伺服电机协同作用下喷射到目标焊盘,随后激光束按预设参数加热锡球,使其熔化并与焊盘形成牢固焊点。
4. 质量检测:焊接后通过AOI视觉检测设备快速扫描所有焊点,检查锡球位置偏差、焊点高度一致性等。若存在虚焊、气泡等缺陷,调整参数后重新焊接。
3. 收尾与维护
1. 关机清洁:所有焊接及检测完成后,关闭设备电源和气路等。及时清理工作台和设备表面残留的锡球、锡渣,同时清洁光学镜片,避免杂质影响下次使用。
2. 定期维护:定期检查激光器冷却系统,确保水温正常防止过热;定期检修送球系统的振动盘、吸嘴等部件,保证其供球稳定精准,延长设备使用寿命。



Copyright 2014-2027
江苏诺森特电子科技有限公司
![]() 苏公安备案号:32020602002139号
苏公安备案号:32020602002139号
![]() 苏ICP备14054729号-1
苏ICP备14054729号-1

属具备设计、研发及生产资质的智能制造型科技企业。
服务热线